在线 PCBA 插件光学检测(DIP AOI)系统的技术结构与应用分析

在 PCBA 生产流程中,DIP(Dual In-line Package)插件工艺依然广泛存在于电源类、工控类、汽车电子等产品中。相比 SMT 工艺,DIP 插件具有器件尺寸大、形态差异明显、人工参与度高等特点,其质量问题主要集中在以下方面:
-
漏插、错插、多插
-
插件极性错误
-
元器件高度、姿态异常
-
焊接前插件完整性缺陷
因此,在回流焊或波峰焊之前,引入 在线插件光学检测(DIP AOI),成为提升整体良率的重要技术手段。
在线 DIP AOI 系统的整体架构
从系统结构来看,在线 DIP AOI 设备通常由以下几个核心模块组成:
-
工业光学成像系统
包括高分辨率工业相机、远心或高景深镜头,以及多角度照明光源,用于获取插件区域的稳定图像。 -
图像采集与处理单元
通过高速图像采集卡或千兆网接口,将原始图像实时传输至计算单元。 -
检测算法模块
结合传统图像处理与 AI 算法,对插件状态进行识别与分类。 -
产线交互与控制接口
与前后段设备进行信号联动,实现在线检测、报警与分流。
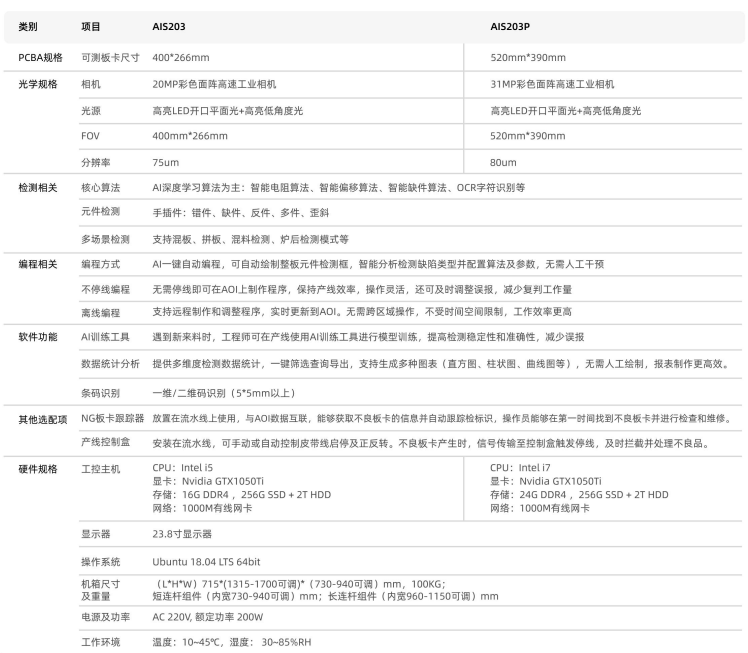
从图片信息可见,AIS 20X 系列即属于典型的 在线式 PCBA 插件光学检测设备,主要部署于插件完成后的产线节点。
可检测项目与典型缺陷类型
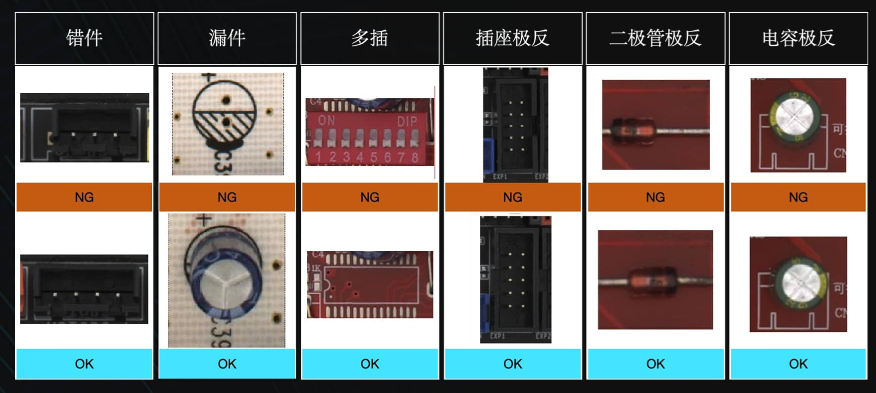
结合页面展示的“实测项目”,在线 DIP AOI 系统主要覆盖以下检测内容:
-
错件检测:器件型号、外形与BOM不匹配
-
漏件检测:应插位置未检测到器件
-
多插检测:同一插件位存在多个器件
-
插反检测:二极管、电解电容等极性器件方向错误
-
插件不良:器件歪斜、未完全插入等状态异常
这类检测对系统在 器件识别能力、极性判定精度以及抗干扰能力 上提出了较高要求。
光学成像与分辨率设计要点
从规格信息来看,该类设备在光学设计上通常具备以下特点:
-
高像素工业相机(20MP / 31MP 级别)
-
较大视野范围(FOV),用于覆盖整板插件区域
-
多角度高亮度照明,增强器件边缘与极性特征
在 DIP 插件检测中,相比 SMT 焊点检测,更强调 器件轮廓、引脚位置与高度信息的稳定呈现,因此照明一致性和成像畸变控制尤为关键。
检测算法与 AI 应用方式
从技术实现角度看,当前在线 DIP AOI 的检测算法通常采用 混合模式:
-
基于规则的检测:
用于器件位置、尺寸、引脚数量等明确特征判断; -
基于 AI 的识别算法:
用于复杂外形、多型号器件区分,以及极性与异常状态识别。
页面信息中提到的算法类型包括智能识别、智能分类以及字符识别(OCR),说明系统不仅关注插件本体,也支持对器件丝印信息的辅助判定。
软件功能与数据处理能力
从工程应用角度,DIP AOI 系统的软件功能同样重要,主要体现在:
-
检测结果可视化:缺陷位置、类型直观展示
-
数据统计与追溯:按批次、时间维度输出检测数据
-
NG 标识与产线联动:通过灯光或信号进行异常提示
-
参数与模型更新机制:适应多品种、小批量生产需求
这些功能决定了设备是否真正具备“在线检测”的实用价值,而不仅是单点检测工具。
工程应用场景与价值分析
在线 DIP AOI 主要应用于以下生产场景:
-
插件完成、焊接前的质量拦截
-
人工插件工位后的质量校验
-
高可靠性产品的过程质量控制
其核心价值并不在于“替代人工”,而在于 提前发现问题、减少后段返修成本、提升整体制程稳定性。
随着电子制造复杂度持续提升,DIP 插件检测正在从人工抽检向在线智能检测演进。以 AIS 20X 为代表的在线 PCBA 插件光学检测设备,体现了当前 DIP AOI 在光学成像、算法融合以及产线集成方面的发展方向。
从技术角度看,未来 DIP AOI 的竞争重点,将集中在 算法泛化能力、部署效率以及与制造数据系统的深度融合 上。
有“AI”的1024 = 2048,欢迎大家加入2048 AI社区
更多推荐

 9
9 0
0- 0



 已为社区贡献1条内容
已为社区贡献1条内容

所有评论(0)