洗选煤解决方案详解:模块、技术与厂商指南
洗选煤智能解决方案以八大模块构建全流程管理体系,包括驾驶舱、工艺、生产、能耗、安全等核心系统,通过数字孪生、AI算法实现智能化控制。关键技术亮点涵盖低代码集控、智能加药、重介分选和设备预测维护,可提升精煤合格率、降低能耗30%。主要厂商包括AIRIOT、山东鑫佳等,大型项目推荐集成化智能平台,中小型项目适宜模块化设备。该方案有效解决传统选煤厂数据孤岛问题,实现效率提升15-30%,运维成本降低20
一、洗选煤解决方案包含哪些核心模块?
该方案以八大智能化模块构建了选煤厂全流程管理体系:
1.管理驾驶舱
作为全厂“智慧中枢”,通过一张图整合生产、能耗、煤质、化验、运输等核心指标,支持异常预警与决策优化,实现全局调度可视化。

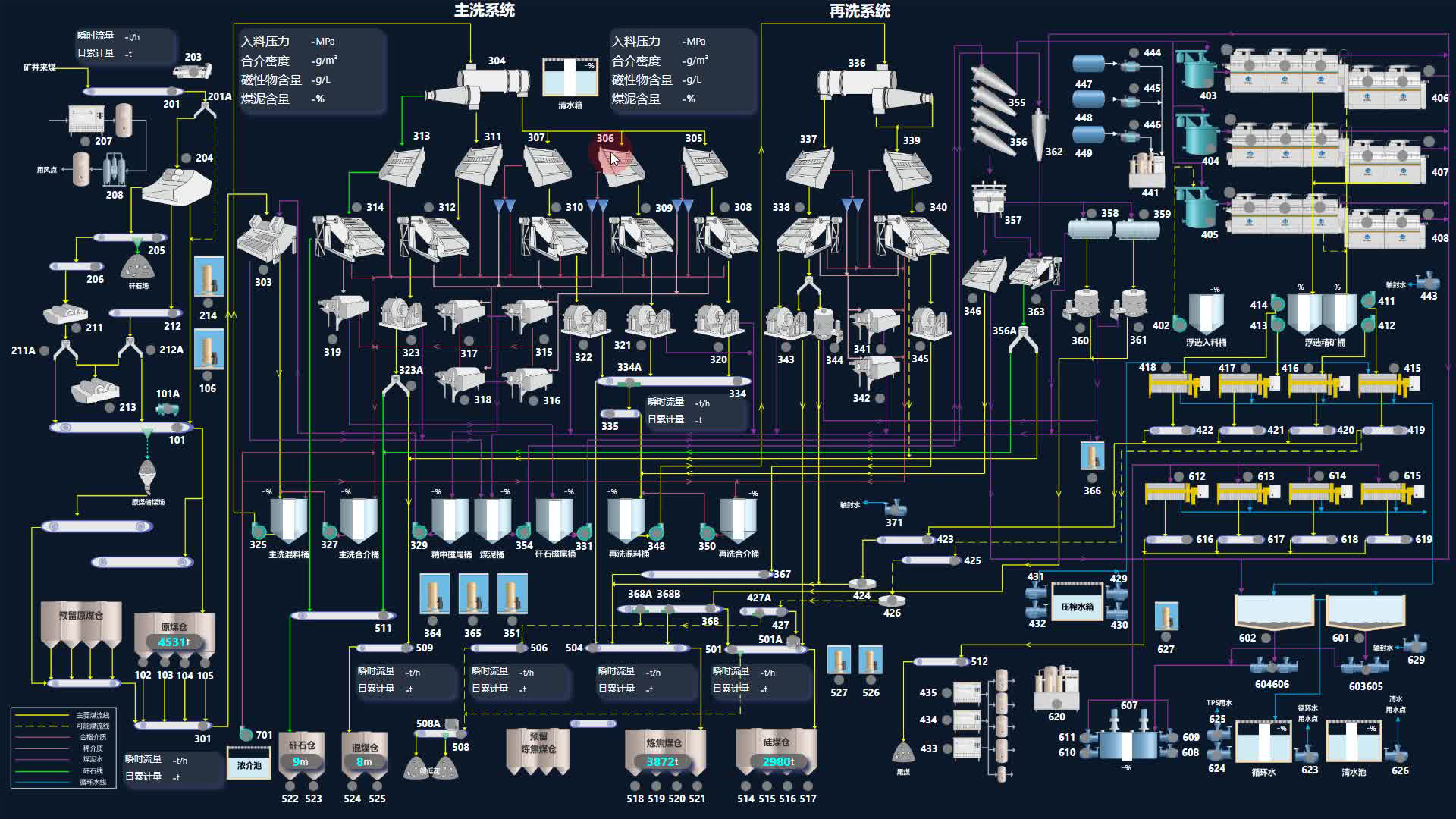
2.工艺管理
基于数字孪生技术构建全景与楼层双视图,覆盖筛分、浮选、脱水等全流程,实时追踪原煤入洗比例、介质循环效率等参数,实现工艺透明化管控。
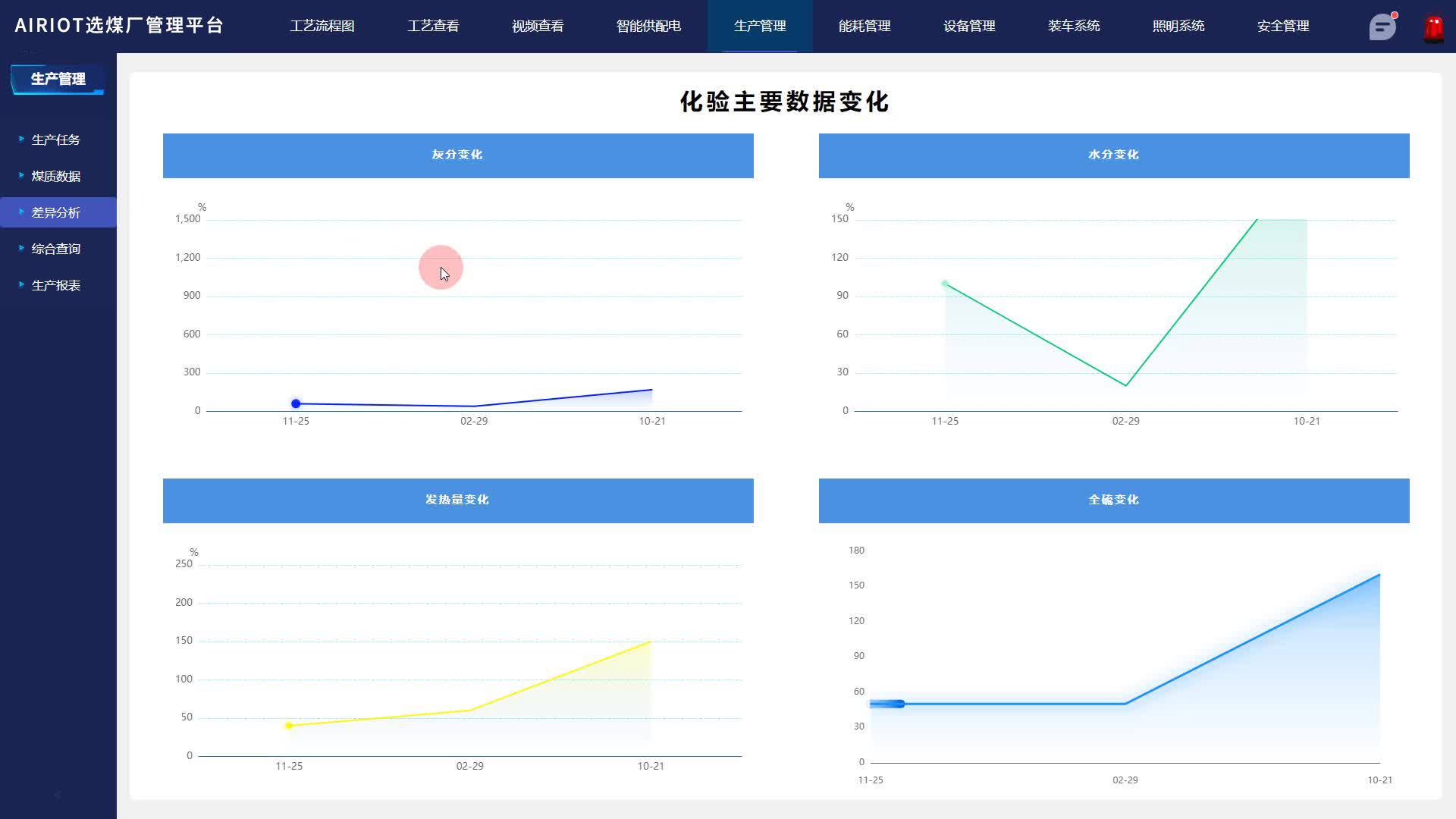
3.生产管理
建立任务派发-执行监控-差异分析闭环系统,自动生成计划与实际对比报告,支持煤质数据追溯与生产报表分析,提升产线稳定性。
4.能耗管理
对电力、药剂、介质等能耗要素实时监测,支持按设备/工段细分统计,建立能耗基准模型指导节能优化,降低吨煤处理成本。

5.安全管理
集成传感器报警、应急联动预案及安全培训体系,实现故障分级推送(短信/广播)与隐患整改跟踪,提升事故响应速度。


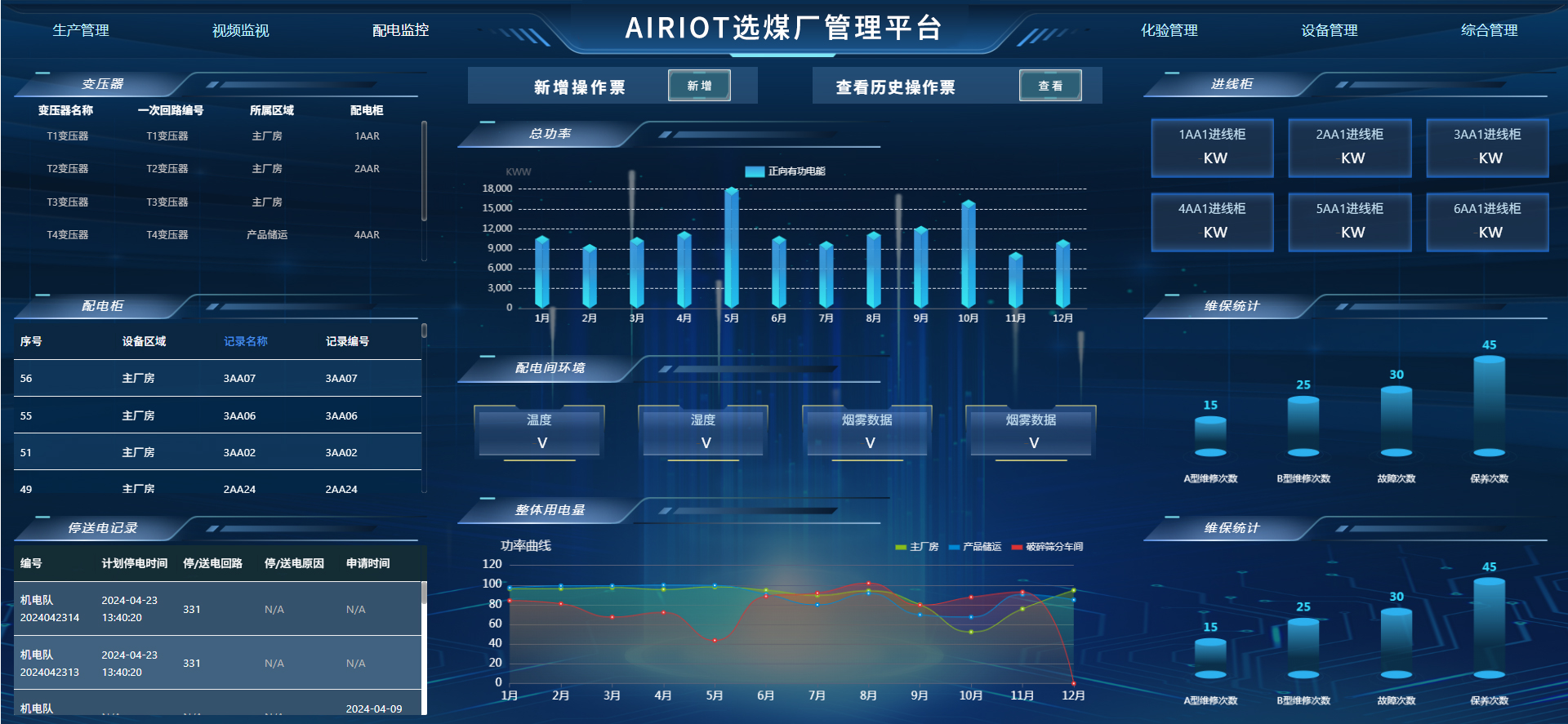
6.配电监控
全景接入厂区电网,实时监测电压、电流、功率因数等参数,自动生成配电设备维保计划,降低故障停机风险。
7.化验管理
打通化验室与生产数据链,支持煤质发热量、灰分等指标与生产批次自动关联,生成可视化质量报告。

8.设备管理
通过在线率分析、维修工单自动派发及耗材库存预警,实现设备全生命周期健康管理,减少非计划停机。

二、该方案的核心技术亮点是什么?
1.低代码智能集控系统
基于微服务架构开发统一控制平台,整合百余台设备运行数据,从原煤筛分到产品装车全流程自动化调度,精煤合格率提升至峰值水平。
2.AI驱动的自动加药系统
通过实时监测煤泥水进出水质参数(如浊度、浓度),智能计算PAC/PAM絮凝剂添加比例,解决人工配药浓度不稳、溶解不充分问题,降低药剂浪费30%。
3.重介分选智能控制
结合在线灰分检测装置与模糊控制算法,动态调节介质密度和分流阀开度,使精煤灰分稳定率达90%以上,吨煤介耗降低0.1kg。
4.设备健康预测模型
对振动筛、压滤机等关键设备运行数据建模,预判故障周期并自动生成巡检工单,设备在线率提升15%,维护成本下降20%。
三、值得关注的洗选煤厂商有哪些?
|
厂商名称 |
技术优势 |
代表产品/方案 |
|
AIRIOT |
低代码物联网平台,AI算法优化控制 |
智慧选煤厂全栈解决方案 |
|
山东鑫佳能源 |
模块化设计,高效节能技术 |
MKT/G系列模块式洗煤设备(节省投资50%) |
|
滕州得惠选煤 |
跳汰-滚筒复合工艺,灵活适配地形 |
DHXT系列跳汰组合设备(吨煤成本3-4元) |
|
西安锦程振动科技 |
DCS/PLC控制系统专家 |
全流程自动控制系统(提高精煤回收率) |
深度建议:
大型选煤厂升级:优先选择AIRIOT方案,其数字孪生与AI优化能力适配复杂工艺链;
中小型新建项目:鑫佳/得惠的成套设备性价比突出,建厂周期缩短60%;
重介分选精准控制:可参考宁夏煤业“智能密度控制系统”专利技术,实现灰分闭环调节。
结语:选煤数字化的核心价值
AIRIOT方案直击传统选煤厂“数据孤岛、经验依赖、能耗盲区”三大痛点,通过工艺透明化、控制智能化、管理精细化,推动洗煤效率提升15%~30%,运维成本降低20%以上。在“双碳”政策背景下,其能耗管理模块对实现吨煤水电节约尤为关键。厂商选择需结合产能规模与升级目标,大型企业宜采用集成化智能平台,中小厂区可侧重模块化设备改造,逐步构建数据驱动的新型生产体系。
有“AI”的1024 = 2048,欢迎大家加入2048 AI社区
更多推荐


 25
25 0
0- 0



 已为社区贡献2条内容
已为社区贡献2条内容

所有评论(0)